Pour la majeur partie des équipements électroniques produits dans le monde, les opérations de brasage sont réalisées à l'aide d'un four à convection. Ces fours sont également utilisés en laboratoires et pour la production de séries limitées. Leur utilisation n'est toutefois pas aisée et les fours à phase vapeur constituent une alternative intéressante.
Dans les fours à refusion conventionnels, la pâte à souder est fondue sur le circuit imprimé grâce au chauffage de l'air ou de la pièce elle-même. Certains inconvénients sont liés à cette technique :
- La chaleur rayonnante doit passer par le composant à souder avant de pouvoir chauffer la pâte à souder. Ceci entraîne une montée en température très importante du composant.
- Tous les composants ne présentent pas la même sensibilité à la chaleur rayonnante. Il est donc, par exemple, possible d'éviter qu'une embase ne fonde dans le four alors que la pâte à souder se trouvant sous une puce BGA ne serait pas encore fondue.
- La température réglée doit être beaucoup plus élevée que la température de fonte de la pâte à souder. Ceci augmente le risque de surchauffe.
- Pour éviter toute surchauffe, il est recommandé d'utiliser la température la plus basse possible, tout en courant le risque que l'étain ne fonde pas.
Ces problèmes sont très courants, en particulier avec les petits fours de brasage fréquemment utilisés en laboratoires ou pour la production de séries limitées. Le T962A est un bon exemple de ce type de four. Une certaine pratique est indispensable pour obtenir de bons résultats avec ce four et, même dans ce cas, des résultats réguliers ne sont pas garantis. La phase vapeur est une excellente alternative à ce type de fours.

Le four de brasage T962A chauffe au moyen d'une chaleur rayonnante
Comment fonctionne le brasage par phase vapeur ?
Dans le cas du brasage par phase vapeur, le composant électronique à souder est d'abord plongé dans de la vapeur chaude. La vapeur chaude chauffe l'étain à souder. Ce dernier fond. La vapeur chaude permet un transfert de la chaleur 10 à 100 fois meilleur. Le brasage peut donc être effectué à une température plus basse.
Par ailleurs, la vapeur repousse l'air tout autour du composant électronique, ce qui permet à chaque zone d'être correctement soudée.
L'avantage principal offert par l'utilisation de la vapeur est que cette dernière présente une température fixe, à savoir la température au point d'ébullition. La température de la vapeur ne pourra jamais être supérieure à cela. Ceci permet d'éviter toute surchauffe des composants.
Comparés aux fours à refusion, les fours à phase vapeur permettent un meilleur transfert de la chaleur, une température uniforme, tout risque de surchauffe est exclu, le risque que certains composants ne soient pas soudés est réduit et les composants sont exposés à une température plus basse. Compte tenu de tous ces éléments, la technique de la phase vapeur offre de meilleurs résultats, plus réguliers.

Pendant le brasage par convection, la chaleur doit traverser le composant afin de chauffer l'étain, le composant est donc exposé à une chaleur importante.

Pendant le brasage par convection, la chaleur doit traverser le composant afin de chauffer l'étain, le composant est donc exposé à une chaleur importante.
Procédé de phase vapeur
Il existe différents procédés de phase vapeur. Parmi eux, le procédé avec « réglage du niveau de chaleur » est le plus simple. Ce procédé est également utilisé sur les fours à phase vapeur commercialisés sur ce site, nous avons donc décidé de l'expliquer.
Étape 1 : La phase de démarrage
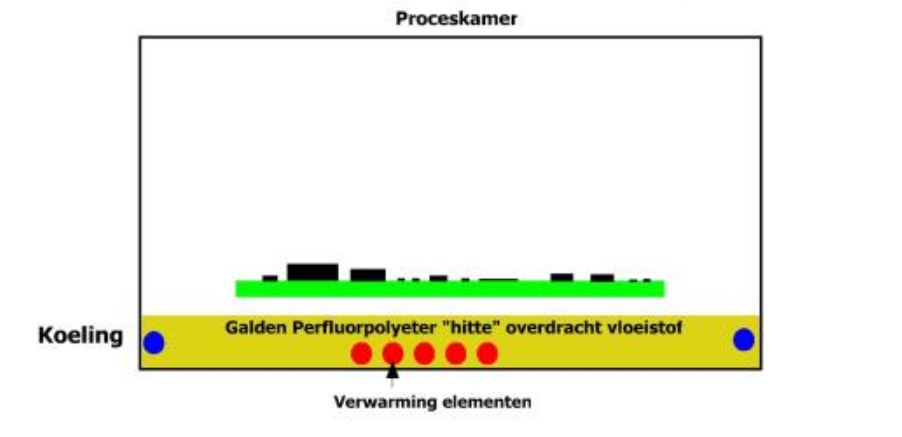
La machine à phase vapeur est munie d'un bac. Le liquide de soudage se trouve au fond du bac. Le circuit imprimé, accompagné de la pâte à souder et des composants, est placé quelques centimètres au-dessus du liquide. Le bac est ensuite fermé. À cette étape, le liquide est encore froid, aucune vapeur n'est donc produite. Des dispositifs de chauffage et de refroidissement se trouvent également au fond du bac, afin de réguler la température du liquide.
La phase de démarrage
Étape 2 : La phase active
Pendant la phase active, le liquide est chauffé jusqu'à bouillir et à s'évaporer. La vapeur produite s'élève et pousse l'air vers le haut. La vapeur enveloppe complètement le circuit imprimé, comme indiqué sur l'illustration ci-dessus. La vapeur entre en contact avec le circuit imprimé, qui est plus froid qu'elle, ce qui entraîne la condensation de la vapeur sur le circuit imprimé. Le transfert de chaleur a lieu de cette manière.

La phase active
Étape 3 : Le refroidissement
La phase active est terminée lorsque la température du circuit imprimé est identique à celle de la vapeur. Suite à cela, la vapeur monte davantage. À cette étape, le dispositif de chauffage est désactivé et le dispositif de refroidissement est activé. La vapeur redescend et le circuit imprimé refroidit. Lorsque le refroidissement est suffisant, le bac peut être ouvert et le circuit imprimé en être extrait par le haut.
Liquide utilisé pour la phase vapeur
Le brasage par phase vapeur repose donc sur l'évaporation d'un liquide. La vapeur produite par ce liquide ne doit pas provoquer de réaction sur les composants électroniques et doit présenter une température d'ébullition légèrement supérieure à la température de fonte de l'étain à souder. L'entreprise Solvay a développé un liquide spécialement destiné au brasage par phase vapeur, appelé Galden. Ce liquide est disponible avec différentes températures d'ébullition. Pour un brasage avec pâte à souder sans plomb, le liquide Galden LS-230 avec température d'ébullition de 230 °C est recommandé.
Pour le brasage par phase vapeur, les caractéristiques les plus importantes du liquide Galden sont les suivantes :
- Le liquide est inerte et ne réagit donc pas au contact d'autres matériaux.
- Il est respectueux de l'environnement et non toxique.
- Le liquide n'est pas conducteur.
- Le liquide Galden n'est pas inflammable.
- Le liquide Galden permet un excellent transfert de la chaleur.
Solvay a fait breveter la formule du liquide Galden et sait que ce dernier est très demandé pour le brasage par phase vapeur. Le liquide Galden est donc très cher. Heureusement, seule une petite quantité de liquide est nécessaire à chaque opération de brasage.
Four de brasage par phase vapeur
Un « four », permettant de réguler le procédé de phase vapeur, est nécessaire au brasage par phase vapeur. Le four Mini Condens IT de marque Imdes fait partie de notre assortiment. Ce four par phase vapeur fonctionne conformément au procédé avec « réglage du niveau de chaleur » décrit ci-dessus. Le four permet le brasage de circuits imprimés d'une taille jusqu'à 250 x 190 mm.

Four par phase vapeur Mini Condens IT
Après avoir placé le liquide Galden au fond du four, il n'est en principe plus nécessaire de l'en extraire. Le circuit imprimé à braser est placé sur une grille, quelques centimètres au-dessus du liquide Galden. Lorsque le circuit imprimé est en place, le four peut être fermé à l'aide du couvercle. Le brasage peut ensuite être lancé par simple pression sur le bouton. L'ensemble du procédé dure environ 10 minutes. Après cela, le circuit imprimé peut être ressorti du four.
Le couvercle ne permettant pas une étanchéité totale à l'air, une petite quantité de liquide Galden s'évaporera à chaque utilisation. Nous estimons une perte de liquide Galden équivalente à quelques euros lors de chaque opération de brasage.
Le four chauffe et refroidit le liquide Galden et assure le suivi du procédé. Il dispose également des fonctions de sécurité nécessaires. Il est important que la température du liquide Galden ne dépasse jamais 295 °C. Au-dessus de ce seuil, il dégage des vapeurs toxiques. Le four est équipé d'un capteur de sécurité, permettant d'éviter ce type de problème.
Le four de brasage par phase vapeur permet même le brasage des CMS double face. Effectuez d'abord le brasage de la face inférieure du circuit imprimé sur laquelle se trouvent les petits composants, puis passez au brasage de la face sur laquelle les composants de grande taille sont montés. Pendant le brasage de la face supérieure, la tension superficielle de l'étain à souder permet aux composants de petite taille situés sur la face inférieure du circuit imprimé de rester accrochés.
Conclusion
Le brasage par phase vapeur est la solution idéale pour le brasage de petits lots de circuits imprimés comportant des CMS. Le procédé de brasage est plus simple et les résultats obtenus sont meilleurs et plus uniformes qu'avec un four à convection de petite taille.
Le four de brasage Mini Condens IT est un bon exemple de four par phase vapeur abordable. Il est idéal dans le cadre d'une utilisation en laboratoires, dans les milieux éducatifs et dans les petites entreprises, où le brasage concerne seulement de petits lots. Pratiquement aucun paramétrage n'est nécessaire et le dispositif de contrôle du four assure automatiquement le bon déroulement du procédé de phase vapeur.
Pour toute question concernant le brasage par phase vapeur ou si vous souhaitez partager votre expérience, n'hésitez pas à laisser un commentaire ci-dessous.














